
Blechbearbeitungsdienste



Unsere kundenspezifischen Blechbearbeitungsdienste
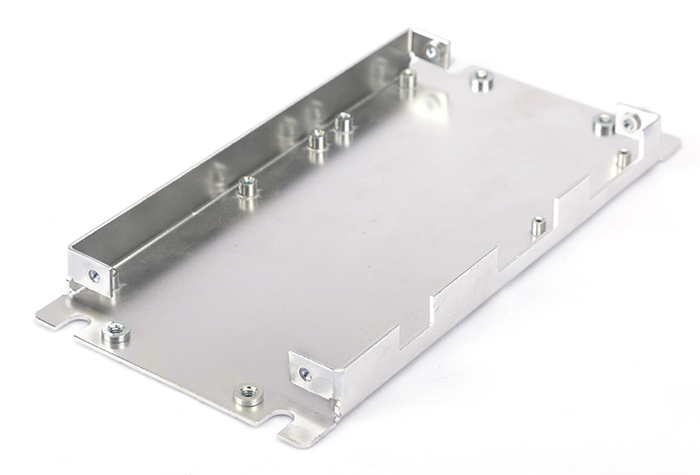
Die Blechbearbeitung ist die kostengünstigste Lösung für kundenspezifische Blechteile und Prototypen mit gleichmäßiger Wandstärke. GuanSheng bietet vielfältige Leistungen im Bereich Blechbearbeitung, von hochwertigem Schneiden, Stanzen und Biegen bis hin zu Schweißdienstleistungen.
Laserschneiden
Beim Laserschneiden wird das Blechteil mit einem Laser geschnitten. Ein Hochleistungslaser wird auf das Blech gerichtet und mit einer Linse oder einem Spiegel zu einem konzentrierten Punkt verstärkt. In der Blechbearbeitung variiert die Brennweite des Lasers zwischen 38 und 76 Millimetern, und der Laserpunktdurchmesser beträgt etwa 0,025 mm.
Laserschneiden ist präziser und energieeffizienter als einige andere Schneidverfahren, kann jedoch nicht alle Blecharten und auch nicht die allerhöchsten Stärken schneiden.
Plasmaschneiden
Beim Plasmastrahlen wird ein heißer Plasmastrahl zum Schneiden des Blechs verwendet. Der Prozess, bei dem ein elektrischer Kanal aus überhitztem ionisiertem Gas erzeugt wird, ist schnell und mit relativ geringen Einrichtungskosten verbunden.
Dicke Bleche (bis zu 0,25 Zoll) eignen sich ideal für das Plasmaschneiden, da computergesteuerte Plasmaschneider leistungsstärker sind als Laser- oder Wasserstrahlschneider. Tatsächlich können viele Plasmaschneidmaschinen Werkstücke mit einer Dicke von bis zu 150 mm schneiden. Das Verfahren ist jedoch weniger präzise als Laser- oder Wasserstrahlschneiden.
Stanzen
Blechstanzen, auch Pressen genannt, beinhaltet das Einlegen eines flachen Blechs in eine Presse. Dies ist ein kostengünstiges und schnelles Verfahren zur Herstellung identischer Teile in großen Stückzahlen. Blechstanzen kann zur einfacheren Herstellung auch in Kombination mit anderen Metallformungsverfahren durchgeführt werden.
Biegen
Beim Blechbiegen werden mithilfe einer Biegemaschine V-, U- und U-förmige Biegungen erzeugt. Die meisten Biegemaschinen können Bleche bis zu einem Winkel von 120 Grad biegen. Die maximale Biegekraft hängt jedoch von Faktoren wie Blechdicke und Zugfestigkeit ab.
Generell muss Blech zunächst überbogen werden, da es teilweise wieder in die Ausgangslage zurückfedert.





